- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

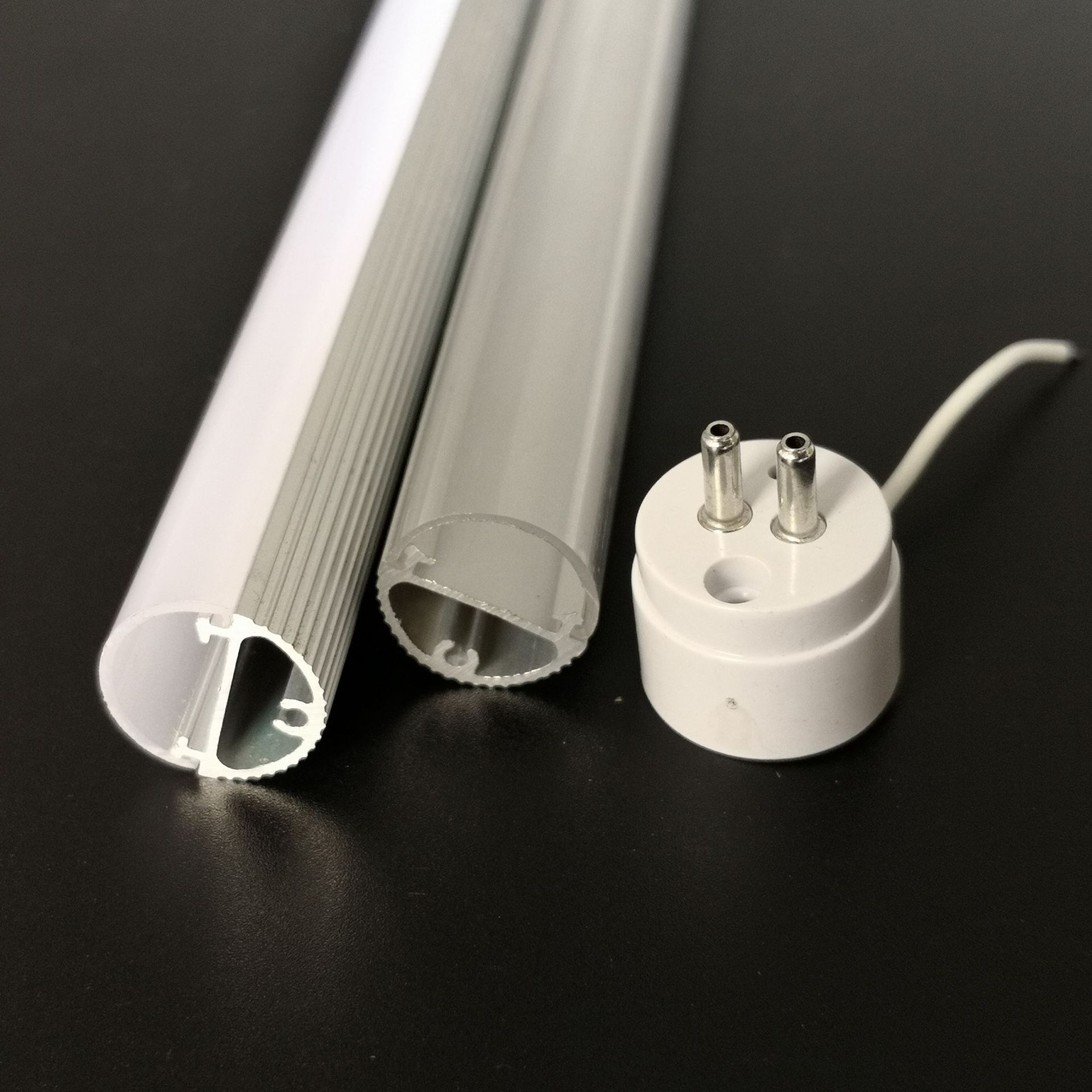
Asjad, mis vajavad tähelepanu enne LED-toru korpuste alumiiniumprofiilide ekstrusioonitootmist
JE ettevõte ekstrudeerib masinale iga päev palju alumiiniumprofiile. Kas olete huvitatud sellest, kuidas meie ettevõte tagab alumiiniumi ekstrusiooni kvaliteedi ja stabiilsuse? Tegelikult on ekstrusiooniprotsessi iga samm väga oluline. Täna tutvustab toimetaja teile ettevaatusabinõusid enne meie JE-ettevõtte alumiiniumi väljapressimist:
(1) Kasutage vormi mõõtmete täpsuse, kõvaduse ja pinnakareduse tuvastamiseks nii võrgus kui ka väljaspool seda. Ülevaatuse ja vastuvõtmise läbinud vormid registreeritakse, pannakse lattu ja asetatakse riiulile ning vormiaugu poleerimiseks mõeldud töörihm võetakse kasutamisel välja ning suunamisvorm, profiilvorm ja vormipadi pannakse kokku ning kontrollitakse ja saadetakse masinasse soojendamiseks, kui see on õige;
(2) Alumiiniumprofiili ekstrusioonitööriista ja matriitsi kuumutustemperatuur enne masina täpsustamist: ekstrusioonisilinder: 400–450 °C, ekstrusioonipadi: 350 °C, stantsipadi: 350–400 °C, tasapinnaline stants: 450–450 °C. 470 °C, lõhestatud vorm: 460~480â, säilivusaeg arvutatakse vastavalt vormi paksusele (1,5~2 minutit/mm);
(3) Alumiiniumprofiilist ekstrusioonitööriista ja matriitsi kuumutamisaeg ahjus ei tohi ületada 10 tundi. Kui aeg on liiga pikk, on stantsi ava töörihma kerge korrodeeruda või deformeeruda;
(4) Alumiiniumisulamist profiilide ekstrusiooni algfaasis tuleb survet rakendada aeglaselt, kuna löögijõud põhjustab tõenäoliselt hallituse blokeerimist. Kui vorm on ummistunud, peatage masin koheselt, et vältida stantsiaugu töörihma muljumist.
JE on LED-torukorpuste tootmisele spetsialiseerunud tehas, rohkemate torukorpuste jaoks vaadake:
https://www.jeledprofile.com/led-tube-housing
Lisateabe saamiseks võtke ühendust:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163


