- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Üks PC ekstrusioonvormimise tingimustest - materjali analüüs
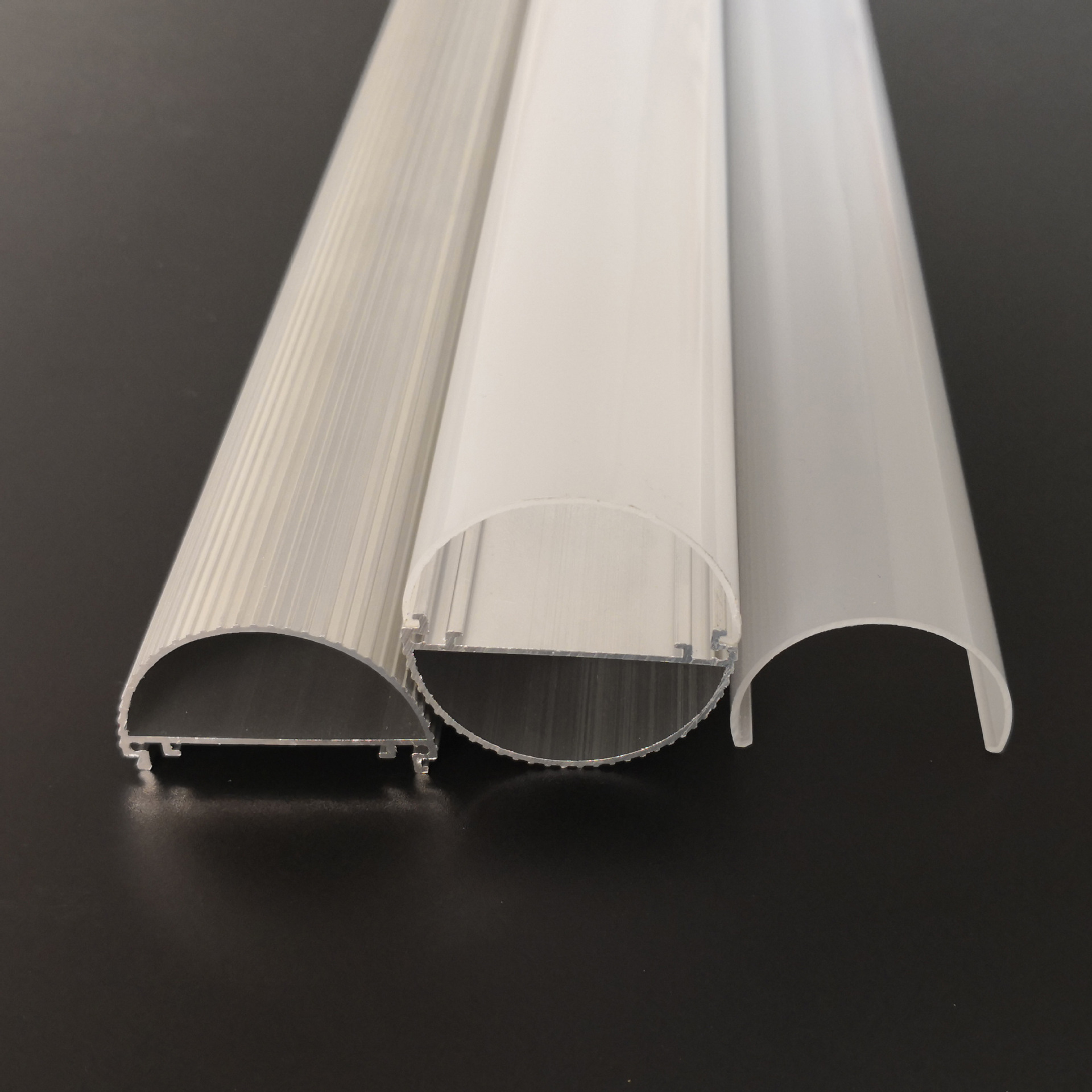
PC/ABS materjalide peamine suhe turul on see, et PC moodustab 60% kuni 70% ja ABS moodustab 30% kuni 40%. Erinevad proportsioonid on peamiselt mõeldud arvuti sulamise voolavuse, vormitavuse, galvaniseeritavuse ja välimuse parandamiseks ning ABS-toodete kuumakindluse, löögikindluse ja jäikuse parandamiseks. Kuid üldise modifikatsiooni eesmärgi seisukohalt on kõige olulisem hea vormitavuse saavutamine, välimus ja arvutikulude vähendamine. PC/ABS, nagu PVC-U, on amorfne polümeermaterjal ja selle kuju muutub temperatuuri mõjul, nagu on näidatud joonisel 1, kus Tg tähistab klaasistumistemperatuuri, Tf tähistab viskoosse vedeliku üleminekutemperatuuri ning alaindeksid 1 ja 2 tähistavad PVC-U ja PC/ABS materjalid. Jooniselt 1 on näha, et nende kahe üldine kuju on temperatuuriga sarnane, kuid PC/ABS materjalil on suhteliselt kõrge klaasistumistemperatuur ja viskoosse voolu ülemineku temperatuur.
Kahe materjali toimivusparameetrite võrdluse kohaselt on kahe materjali tihedus ja paisumiskoefitsient samaväärsed ning kokkutõmbumiskiirus ei erine palju. Välja arvatud suur erinevus kuju muundamistemperatuuris, on sulavoolu kiiruses ainult teatav erinevus. See näitab, et PC/ABS-materjali ekstrusioonvormimisstruktuuri saab määrata PVC-U ekstrusioonvormimisstruktuuri alusel, kuid mõne jõudlusparameetri erinevuse tõttu ei saa ekstrusioonvormimise struktuur olla täiesti sama, vastasel juhul tekib a Seeria vormimisprobleemid. Näiteks PC/ABS-i sulamiskiirus on palju suurem kui PVC-U materjalil, mis näitab, et selle voolavus on sulas olekus parem, seega ei tohiks ekstrusioonivormi pea ja vormimisvormi vaheline kaugus olla liiga suur. suur, vastasel juhul siseneb parison stantsipeast kuju. Vormimise ajal võib liigse paindedeformatsiooni tõttu tekkida hallituse blokeerimine.
JE on plasti ekstrusiooni tootmisele spetsialiseerunud tehas. Üksikasjalikuma teabe saamiseks vaadake:
Või võtke ühendust:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163


